

El día miércoles 16 de marzo, el ingeniero Rosbel Salinas impartió el curso de Takt Time vs Cycle time, el cual define ambos conceptos mencionados. Asimismo, explica cómo se calcula el tiempo disponible a través de imágenes, a su vez desarrolló tres ejemplos prácticos con ayuda de Microsoft Excel y para finalizar, mencionó las acciones a realizar para cumplir con el Takt Time.
Takt time
En el taller de la semana anterior, se comenzó mencionando el significado del Takt time, comentando que proviene del alemán que significa ritmo o compás. Takt time, es un concepto utilizado principalmente en el entorno productivo para referirse al ritmo de salida de los productos que debe alcanzar una empresa para responder a la demanda del cliente. Su fórmula es:
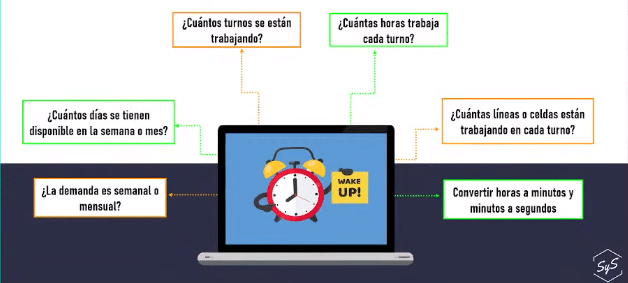
Además, se comentó la forma de calcular el tiempo disponible Takt Time mediante la siguiente imagen, en la cual se mencionan los puntos más importantes a considerar al momento de calcular el tiempo Takt.
Cycle Time
En segundo lugar, explicó que el cycle time es el tiempo que le toma a un operador de producción terminar una operación determinada. Este inicia y termina de acuerdo a las actividades especificadas en la hoja de trabajo estándar. En este caso, explica que el tiempo de ciclo o cycle time es lo mismo que la toma de tiempos.

Casos prácticos
Seguidamente, desarrolló 3 casos prácticos para aplicar la teoría explicada anteriormente donde explicó diversos escenarios donde la empresa ficticia Fibras del Bajío SA necesitó poner en práctica el Takt Time y Cycle Time.
Ejemplo 1:
La empresa Fibras del Bajío SA tiene una demanda para el mes de Enero 2021 de 18,000 piezas. La empresa trabaja con una sola línea de producción en un solo turno de 9.5 horas de Lunes a Viernes. Enero tiene 20 días hábiles de producción.
Determinar si la empresa tiene capacidad para producir el requerimiento del cliente sin invertir en otra línea de producción o abrir un turno adicional de acuerdo a los tiempos estándar de ada una de sus operaciones
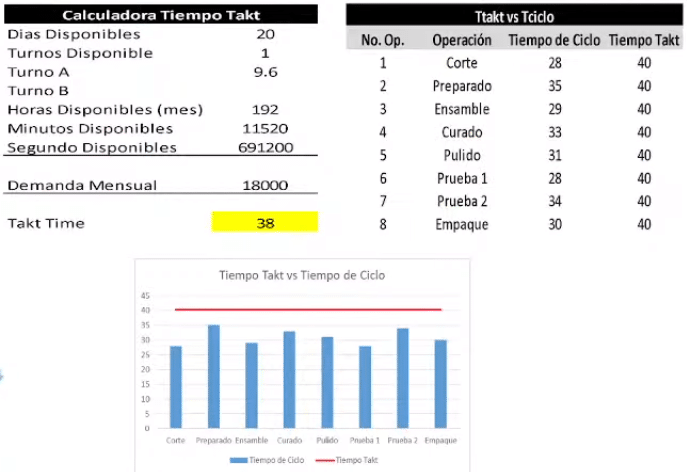
Se hizo uso de una calculadora Takt en Excel para realizar el cálculo, en la cual se dió como resultado 38 segundos de Takt time, es decir se observa que los tiempos de ciclo están ligeramente sobrados contra el tiempo takt.
Ejemplo 2:
La empresa Fibras del Bajío SA tiene una demanda para el mes de Enero 2021 de 27,000 piezas. La empresa trabaja con una sola línea de producción en un solo turno de 9.5 horas de Lunes a Viernes. Enero tiene 20 días hábiles de producción.
Determinar si la empresa tiene capacidad para producir el requerimiento del cliente sin invertir en otra línea de producción o abrir un turno adicional de acuerdo a los tiempos estándar de ada una de sus operaciones
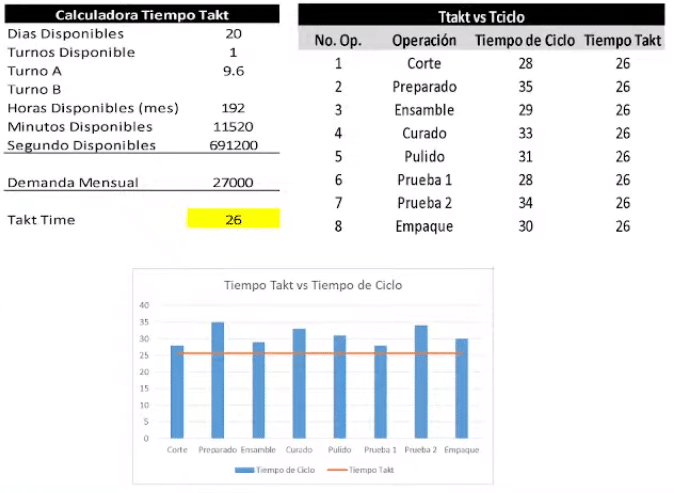
En los resultados se puede observar que no hay capacidad de producción porque el cycle time es mayor que el Takt time.
Ejemplo 3:
La empresa Fibras del Bajío SA tiene una demanda para el mes de Enero 2021 de 40,000 piezas. La empresa trabaja con una sola línea de producción en un solo turno de 9.5 horas de Lunes a Viernes. Enero tiene 20 días hábiles de producción.
Determinar si la empresa tiene capacidad para producir el requerimiento del cliente sin invertir en otra línea de producción o abrir un turno adicional de acuerdo a los tiempos estándar de ada una de sus operaciones
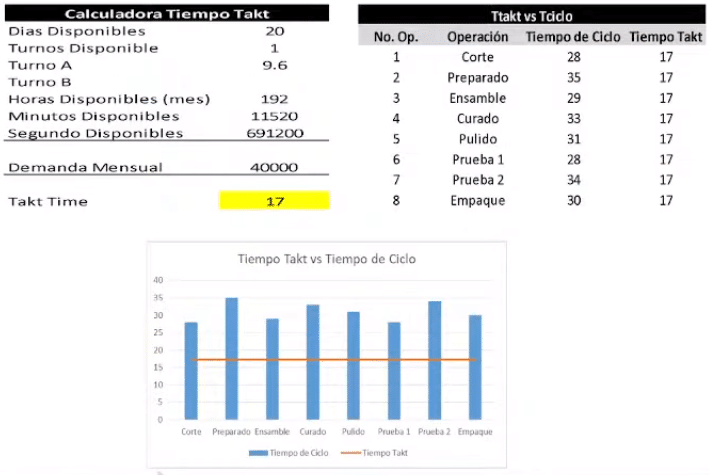
En este ejemplo se puede ver como el Takt time se encuentra casi en la mitad del tiempo de ciclo, por lo que tampoco es uno óptimo.
Balanceo de líneas
Finalmente, señaló que para resolver los casos prácticos se emplea el balanceo de líneas.
Tomando en cuenta el ejemplo 1, notamos que los tiempos de ciclo están ligeramente sobrados contra el tiempo takt. En estos casos se recomienda ampliamente hacer un análisis de balanceo de líneas para remover mínimo un operador de la línea.
Para determinar la cantidad real de operadores de la línea debemos efectuar el siguiente cálculo:
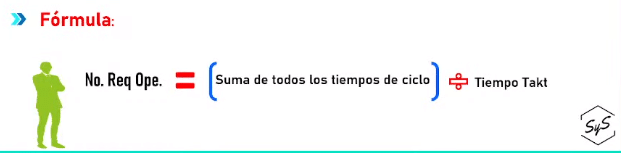
Luego de aplicar la fórmula en el ejemplo 1:
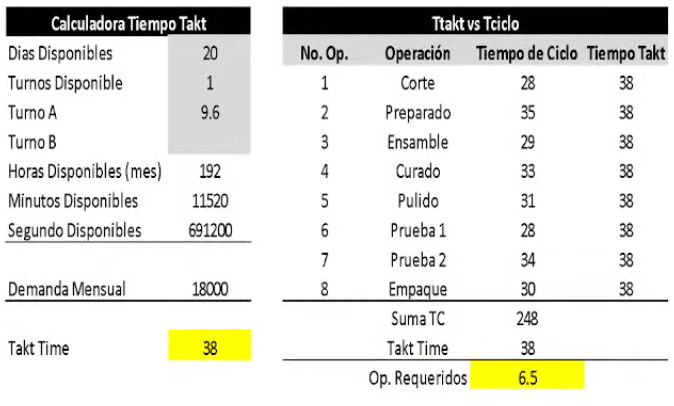
El resultado al dividir la suma de todos los tiempos de ciclo y el takt time da como resultado 6.5, pero explica que al tratarse de personas se redondea hacia arriba y el número real es 7. Es decir, son necesarios solo 7 operadores en la línea.
Luego de aplicarlo en el ejemplo 2:
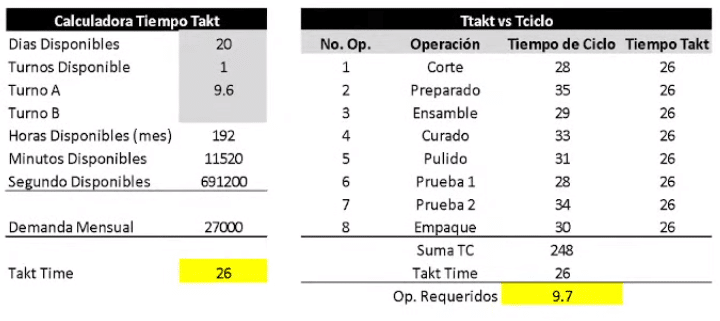
El número real de operarios son 10, es decir, se necesitan agregar a dos personas más para cumplir con el proceso productivo. Por otro lado, se propone que se incluya a un ayudante o auxiliar en algunas operaciones.
Luego de aplicarlo en el ejemplo 3:
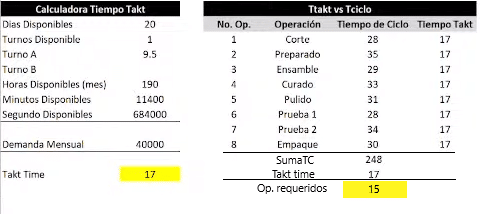
El número real de operadores es 15. En este caso se propone abrir una nueva línea de producción u otro turno, para no dividir las operaciones entre 15 personas.
¿Qué se debe hacer para cumplir con el tiempo Takt?
Identificar y eliminar desperdicios, esto ayuda a que los tiempos de ciclo sean menores.
Hacer un balance de líneas y tener la cantidad de personas correctas.
Si las primeras dos opciones no ayudan a mejorar los tiempos de ciclo, la primera opción sería abrir un nuevo turno para tener más tiempo disponible.
Inversión de capital. Se requiere la inversión de una nueva línea para generar mayor capacidad productiva.
Si te gustó el contenido, no olvides visitar nuestra página web https://academy.dpsys.com.mx/
para encontrar más temas relacionados con la ingeniería.
¡También podrás encontrar cursos y capacitaciones en distintas áreas que tenemos para ofrecerte!
Escríbenos a nuestro correo contacto@dpsys.com.mx para obtener más información.
¡Te esperamos!



